
دستگاههای برش لیزر، با قابلیتهای تنظیم پارامترهای متنوع و توانایی برش انواع ورقهای فولادی، به ابزاری مهم در صنایع مختلف تبدیل شدهاند. با این حال، همانند هر دستگاه صنعتی دیگری، این دستگاهها نیز ممکن است با چالشهایی همراه باشند. یکی از رایجترین مشکلات در برش لیزر، به ویژه در مورد فولاد ضدزنگ، مربوط به کیفیت برش و عیوب سطحی است. عواملی همچون تنظیم نادرست پارامترهای برش، کیفیت پایین منبع لیزر، آلودگی سطح ورق، و حتی نوع آلیاژ فولاد ضدزنگ، میتوانند منجر به ایجاد لبههای ناصاف، تغییر رنگ سطح، ایجاد سرباره، و کاهش دقت برش شوند. برای رفع این مشکلات، نیاز به بررسی دقیق عوامل موثر بر فرآیند برش و اعمال تنظیمات مناسب است. رفع مشکلات برش لیزر مستلزم دانش فنی کافی، تجربه عملی، و استفاده از تجهیزات مناسب است. با توجه به پیچیدگی فرآیند برش لیزر، توصیه میشود که برای رفع مشکلات جدی، از متخصصان لیزر پلاس کمک گرفته شود. لیزر پلاس ارائه دهنده انواع خدمات برش لیزر از جمله برش لیزر فلزات، برش لیزر آهن، برش لیزر استیل و برش لیزر آلومینیوم می باشد. شما می توانید برای کسب اطلاعات بیشتر و یا استعلام قیمت با مشاوران لیزر پلاس تماس حاصل فرمایید.
برش لیزری استیل
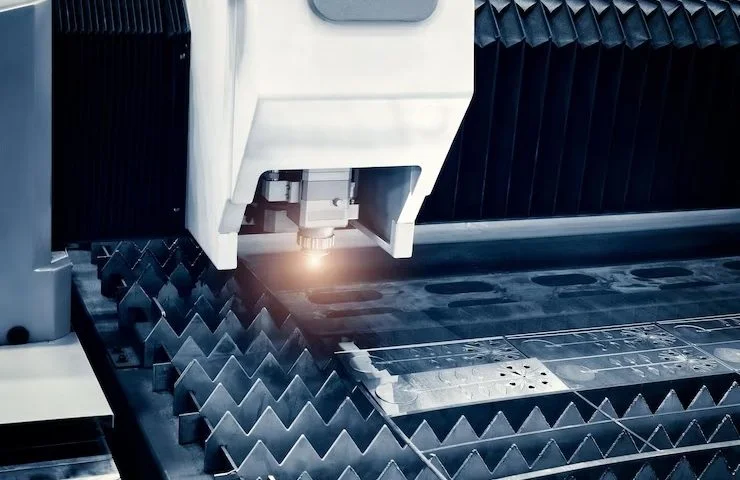
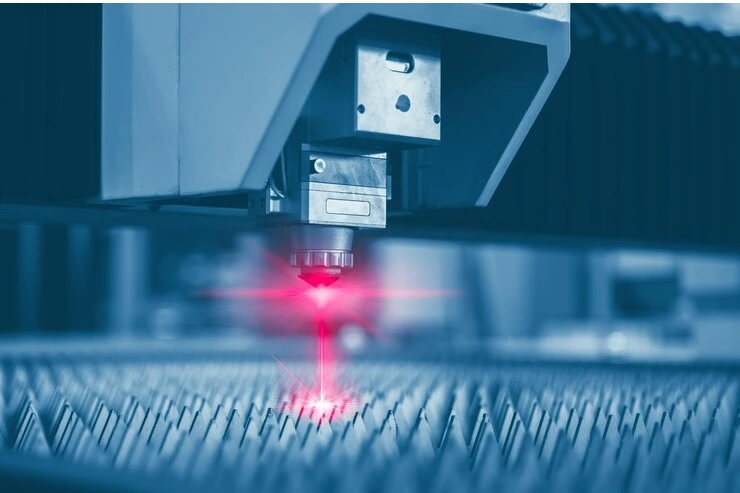
برش لیزری استیل، به عنوان یکی از پرکاربردترین روشهای شکلدهی فلزات، به دلیل دقت بالا، سرعت برش قابلتوجه و کیفیت سطحی مطلوب، از اهمیت ویژهای برخوردار است. استیل، با قابلیت جذب بالای نور مادون قرمز، مادهای ایدهآل برای برش با لیزر محسوب میشود و این فرآیند را به عملی سریع و دقیق تبدیل میکند. برای برش ورقهای استیل با ضخامت بالا، لیزرهای CO2 انتخاب مناسبی هستند و قادرند ورقهایی با ضخامت 1 میلیمتر را با سرعتی در حدود 18 متر بر دقیقه برش دهند. در مقابل، برای قطعات کوچکتر و با جزئیات بیشتر، لیزرهای فیبر با توانایی برش تا عرض 20 میکرون، دقت و ظرافت بیشتری را ارائه میدهند. با تنظیم دقیق پارامترهای دستگاه، میتوان کیفیت برش را در بالاترین سطح ممکن حفظ کرد.
مشکلات برش لیزر استیل چه مواردی است؟
برش لیزر استیل، به عنوان یکی از روشهای دقیق و پرکاربرد در صنایع مختلف، با چالشهایی همراه است که در صورت عدم توجه به آنها، میتواند کیفیت برش را به شدت تحت تأثیر قرار دهد.
- از جمله مهمترین مشکلات رایج در این فرایند میتوان به عدم آشنایی با پارامترهای برش، مسائل مربوط به فوکوس و تمرکز پرتو لیزر، قدرت نامناسب پرتو، تنظیم نادرست نرخ جریان و فشار گاز و همچنین مشکلات مربوط به تنظیم نازل اشاره کرد.هر یک از پارامترهای ذکر شده، تأثیر مستقیمی بر کیفیت برش دارند. به عنوان مثال، عدم تنظیم صحیح پارامترهای برش میتواند منجر به ایجاد لبههای ناصاف، تغییر رنگ سطح برش، تشکیل سرباره و حتی سوراخ شدگی ورق شود. از سوی دیگر، مشکلات مربوط به فوکوس و تمرکز پرتو لیزر، باعث کاهش کیفیت برش و افزایش احتمال ایجاد ترک در قطعه کار میشود.
- تنظیم نادرست نرخ جریان و فشار گاز نیز میتواند مشکلات متعددی را به همراه داشته باشد. نرخ جریان کم گاز، منجر به افزایش دمای قطعه کار و در نتیجه ایجاد تغییر رنگ و تغییر شکل در آن میشود. از سوی دیگر، فشار گاز زیاد نیز میتواند باعث ایجاد لرزش در پرتو لیزر و کاهش دقت برش شود.
- تنظیم نادرست نازل نیز میتواند باعث کاهش عمر مفید نازل و افزایش هزینههای تعمیرات شود.
برای دستیابی به برشهای با کیفیت بالا، تکنسینها باید به تمامی پارامترهای موثر بر فرایند برش تسلط کامل داشته باشند. با شناخت دقیق این پارامترها و تنظیم آنها بر اساس نوع ورق، ضخامت آن و جنس گاز مورد استفاده، میتوان از بروز بسیاری از مشکلات رایج در برش لیزر استیل جلوگیری کرد.

سطح مقطع زرد
در فرایند برش لیزری فلزات، به ویژه استیل، مشاهده سطح مقطع زرد رنگ در قطعه کار، اغلب نشانه وجود ناخالصی در گاز برش یا نفوذ هوا و اکسیژن در مسیر جریان گاز است. استفاده از نیتروژن با خلوص بالا و بررسی دقیق مسیر جریان گاز برای رفع نشتی های احتمالی، دو اقدام ضروری برای حل این مشکل محسوب می شوند. شایان ذکر است که تسلط بر تکنیک های برش لیزری و تجربه عملی اپراتور، نقش موثری در تشخیص دقیق علت مشکل و انتخاب راهکار مناسب ایفا می کند.
شکاف پهن در محل برش
یکی از چالشهای رایج در فرآیند برش، ایجاد شکافهای پهن در محل برش است. آلودگی شیشه محافظ بهعنوان یکی از عوامل اصلی بروز این مشکل شناخته میشود. در چنین شرایطی، تعویض شیشه محافظ میتواند راهکاری موثر برای بهبود کیفیت برش باشد.
علاوه بر این، مشاهده سطوح مقطع ناهموار و انتشار نور آبی در حین برش، میتواند دلالت بر وجود اختلالاتی در فرآیند داشته باشد. این پدیدهها اغلب ناشی از تنظیمات نادرست دستگاه برش یا کیفیت پایین مواد مصرفی هستند. برای رفع این مشکل، بررسی دقیق تنظیمات دستگاه، از جمله فوکوس لیزر، سرعت برش و پارامترهای گاز، ضروری است. همچنین، استفاده از مواد اولیه با کیفیت بالا و عاری از هرگونه آلودگی میتواند به بهبود نتایج برش کمک شایانی کند.
سطح مقطع ناهموار است و در طول فرآیند برش
مشاهده سطح مقطع ناهموار در قطعه کار پس از فرایند برش و همزمان با تابش نور آبی، حاکی از وجود مشکلاتی در پارامترهای فرآیند برش است. دلایل اصلی این پدیده عبارتند از: تنظیم نادرست فوکوس لیزر، سرعت برش بسیار بالا و تعیین نامناسب نقطه شروع برش.
برای رفع این مشکل، پیشنهاد میشود که ابتدا فوکوس لیزر را افزایش داده تا پرتو لیزر به طور دقیق بر روی سطح قطعه کار متمرکز شود. همچنین کاهش سرعت برش میتواند به بهبود کیفیت سطح مقطع کمک کند. علاوه بر این، استفاده از قابلیت شروع آهسته یا استفاده از Lead با سوراخ گرد در ابتدای خط برش میتواند به کاهش تنشهای حرارتی در نقطه شروع و در نتیجه بهبود کیفیت سطح مقطع کمک کند.
تشکیل پلیسه در برش لیزری استیل و راهکارهای کاهش آن
پدیده تشکیل پلیسه در فرایند برش لیزری استیل، یکی از چالشهای رایج در صنایع مختلف است. این عارضه زمانی رخ میدهد که مذاب حاصل از برش به جای آنکه به طور کامل از ناحیه برش خارج شود، به اطراف پراکنده شده و پس از سرد شدن، به صورت لایههایی از مواد زائد بر روی سطح برش یا زیر آن قرار میگیرد. تشکیل پلیسه نه تنها بر کیفیت ظاهری قطعه کار تأثیر میگذارد، بلکه میتواند بر دقت ابعادی و خواص مکانیکی آن نیز اثرگذار باشد.
عوامل متعددی در تشکیل پلیسه مؤثر هستند. از جمله این عوامل میتوان به نوع گاز برش، فشار گاز، سرعت برش، توان لیزر و ضخامت ورق اشاره کرد. گازهای مختلفی مانند نیتروژن و اکسیژن برای برش لیزری استیل مورد استفاده قرار میگیرند.
برای کاهش تشکیل پلیسه، میتوان از راهکارهای مختلفی استفاده کرد. انتخاب نوع گاز مناسب و تنظیم فشار گاز بهینه، از جمله مهمترین این راهکارها هستند.
مزایای برش لیزری استیل
برش لیزری استیل، به عنوان یکی از پیشرفتهترین روشهای برش فلزات، تحولات شگرفی در صنایع مختلف ایجاد کرده است. دقت بسیار بالا، سرعت عمل، و انعطافپذیری بینظیر، از جمله مهمترین مزایای این تکنیک هستند که آن را به انتخابی ایدهآل برای برش ورقهای استیل ضد زنگ تبدیل کرده است.
دقتی بینظیر و برشهای ظریف
در فرایند برش لیزری، پرتو لیزر با تمرکز بسیار بالا بر روی نقطه برش تابیده میشود. این تمرکز حرارتی، امکان ایجاد برشهایی با دقت بسیار بالا و بدون ایجاد آسیب به نواحی اطراف را فراهم میکند.
سرعتی بالا و کاهش زمان تولید
سرعت بالای برش لیزری، یکی دیگر از مزایای قابل توجه این تکنیک است. در مقایسه با روشهای سنتی برش، برش لیزری به طور قابل توجهی زمان تولید را کاهش میدهد. این امر موجب افزایش بهرهوری و کاهش هزینههای تولید میشود. علاوه بر این، امکان برش همزمان چندین قطعه با ضخامت یکسان، سرعت تولید را به میزان قابل توجهی افزایش میدهد.
کاهش هزینهها و صرفهجویی در مواد
برش لیزری به دلیل دقت بالا و کاهش ضایعات باعث صرفهجویی قابل توجهی در مواد اولیه میشود. همچنین، حذف مراحل تولید اضافی و نیاز به ابزارآلات پیچیده، هزینههای تولید را کاهش میدهد. علاوه بر این، امکان برش مستقیم طرحها بر روی سطح، هزینههای مربوط به ساخت قالب را حذف میکند.
کیفیت بالا و عدم تغییر در ساختار فلز
برش لیزری به دلیل عدم تماس فیزیکی ابزار برش با قطعه کار، باعث ایجاد سطحی صاف و بدون زبری میشود. همچنین، حرارت تولید شده در فرایند برش، به قدری محدود است که تأثیر قابل توجهی بر ساختار فلز ندارد و ویزگی های آن را تغییر نمیدهد.
انعطافپذیری بالا و امکان برش انواع مواد
دستگاههای برش لیزری قادر به برش طیف گستردهای از مواد با ضخامتهای مختلف هستند. این انعطافپذیری، برش لیزری را به ابزاری همه کاره برای صنایع مختلف تبدیل کرده است. همچنین، امکان تغییر سریع پارامترهای برش، باعث میشود که این دستگاهها به راحتی با نیازهای مختلف تولید سازگار شوند.
تمیزی برش و حذف نیاز به عملیات تکمیلی
در فرایند برش لیزری، گاز با فشار بالا، ناحیه برش را تمیز میکند و از تشکیل دوده و مواد زائد جلوگیری میکند. در نتیجه، نیازی به انجام عملیات تکمیلی بر روی قطعات برش خورده نیست و زمان و هزینه تولید کاهش مییابد.
تأثیر پارامترهای برش بر کیفیت برش لیزری
در فرایند برش لیزری، گرما تولید شده توسط لیزر علاوه بر ذوب فلز، باعث گرم شدن ناحیه اطراف برش نیز میشود. این گرم شدن میتواند خواص مکانیکی فلز در ناحیه HAZ را تغییر داده و استحکام آن را کاهش دهد. برای کاهش عرض HAZ، میتوان از جریان گاز قویتر و سیستمهای خنککاری استفاده کرد.



بدون دیدگاه