
در صنایع فلزی امروز، انتخاب روش مناسب برش تنها به امکان جداسازی یک قطعه محدود نمیشود. کیفیت لبه، سرعت تولید، هزینه تمامشده، نوع متریال و حتی فرآیندهای بعد از برش، همگی در انتخاب فناوری مناسب نقش دارند. دو روش برش لیزر و برش واترجت از دقیقترین فناوریهای برش در صنعت محسوب میشوند، اما هر یک مزایا، محدودیتها و کاربردهای خاص خود را دارند.
بسیاری از کارفرمایان تصور میکنند هرچه دقت یک روش بیشتر باشد، هزینه آن نیز بالاتر خواهد بود یا سرعت بیشتر همیشه به معنای انتخاب اقتصادیتر است. در عمل، چنین تصوری همیشه درست نیست. ممکن است واترجت برای یک پروژه خاص بهترین گزینه باشد، اما در پروژهای دیگر، برش لیزر به دلیل سرعت بالاتر و هزینه کمتر، انتخاب هوشمندانهتری باشد.
شما می توانید برای برش لیزر فولاد به راحتی از خدمات لیزرپلاسکو استفاده کنید.
در مجموعههای تخصصی ارائهدهنده خدمات برش فلزات، مانند Laser Plus، انتخاب میان این دو فناوری بر اساس نوع پروژه، جنس قطعه، ضخامت ورق، تیراژ تولید و کیفیت مورد انتظار انجام میشود. شناخت تفاوتهای این دو روش به شما کمک میکند تصمیمی بگیرید که علاوه بر کیفیت، از نظر اقتصادی نیز بهصرفه باشد.
برش لیزر چگونه انجام میشود؟
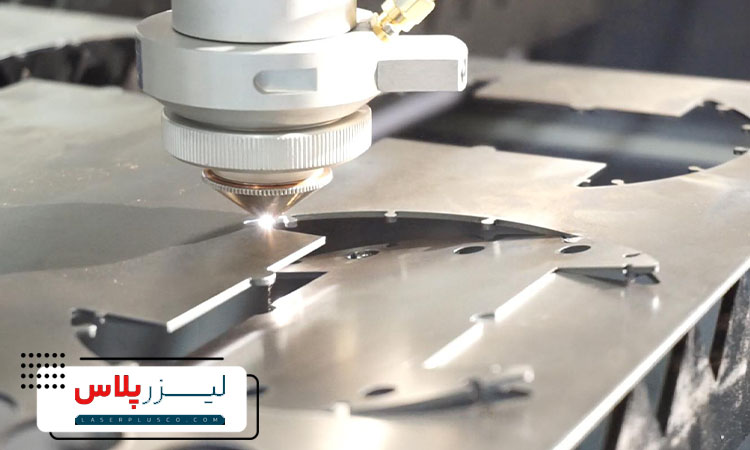
برش لیزر با استفاده از پرتو نوری بسیار متمرکز انجام میشود. این پرتو با ایجاد انرژی حرارتی بالا، فلز را در نقطهای بسیار کوچک ذوب یا تبخیر میکند و همزمان گاز کمکی، مواد مذاب را از شیار برش خارج میسازد.
به دلیل قطر بسیار کم پرتو، عرض برش در این روش بسیار باریک است و قطعات با دقت بالا تولید میشوند. این فناوری در صنایع خودروسازی، تجهیزات پزشکی، ساخت قطعات صنعتی، صنایع الکترونیک، تجهیزات آشپزخانه صنعتی و بسیاری از کاربردهای دقیق استفاده میشود.
یکی از مهمترین مزیتهای برش لیزر، سرعت بالای تولید در کنار کیفیت مناسب است؛ ویژگیای که باعث شده این فناوری به انتخاب اول بسیاری از خطوط تولید مدرن تبدیل شود.
برش واترجت چگونه کار میکند؟
برش واترجت از جریان آب با فشار فوقالعاده بالا استفاده میکند. در بسیاری از کاربردهای صنعتی، ذرات ساینده نیز به جریان آب اضافه میشوند تا امکان برش فلزات سخت، سنگ، سرامیک، شیشه و مواد کامپوزیتی فراهم شود.
برخلاف برش لیزر، در این روش هیچ حرارتی به قطعه وارد نمیشود. به همین دلیل واترجت در دسته فرآیندهای Cold Cutting یا برش سرد قرار میگیرد.
عدم ایجاد حرارت باعث میشود خواص متالورژیکی قطعه تغییر نکند و هیچ ناحیه متاثر از حرارت (HAZ) در اطراف برش ایجاد نشود. این ویژگی برای برخی صنایع حساس اهمیت بسیار زیادی دارد.
مقایسه هزینه؛ کدام روش اقتصادیتر است؟
در نگاه اول شاید تصور شود واترجت به دلیل عدم استفاده از لیزر هزینه کمتری دارد، اما واقعیت متفاوت است.
هزینه برش واترجت تحت تأثیر عوامل مختلفی مانند مصرف آب، مصرف ساینده (Abrasive)، استهلاک پمپهای فشار بالا و سرعت پایینتر فرآیند قرار دارد. همین موضوع باعث میشود در بسیاری از پروژهها هزینه هر متر برش نسبت به لیزر بیشتر باشد.
در مقابل، برش لیزر بهویژه با دستگاههای فایبر نسل جدید، مصرف انرژی پایینتر، سرعت بیشتر و هزینه عملیاتی کمتری دارد. به همین دلیل برای تولیدات انبوه، معمولاً گزینه اقتصادیتری محسوب میشود.
البته اگر پروژه شامل متریالهایی باشد که با لیزر بهخوبی برش نمیخورند، هزینه بالاتر واترجت میتواند توجیهپذیر باشد.
مقایسه سرعت برش
سرعت تولید یکی از مهمترین عوامل در کاهش قیمت تمامشده محصول است.
در برش ورقهای فلزی نازک و ضخامتهای متوسط، برش لیزر اختلاف قابل توجهی با واترجت دارد و معمولاً چندین برابر سریعتر عمل میکند. این سرعت بالا باعث افزایش ظرفیت تولید، کاهش زمان تحویل سفارش و استفاده بهتر از ظرفیت ماشینآلات میشود.
در مقابل، واترجت فرآیندی کندتر است؛ زیرا برش تنها از طریق فرسایش مکانیکی انجام میشود و خبری از ذوب شدن فلز نیست.
اگر تیراژ تولید بالا باشد، این اختلاف سرعت میتواند تأثیر مستقیمی بر هزینه نهایی پروژه داشته باشد.

دقت برش؛ آیا واترجت از لیزر دقیقتر است؟
هر دو فناوری دقت بسیار بالایی دارند، اما نوع دقت آنها متفاوت است.
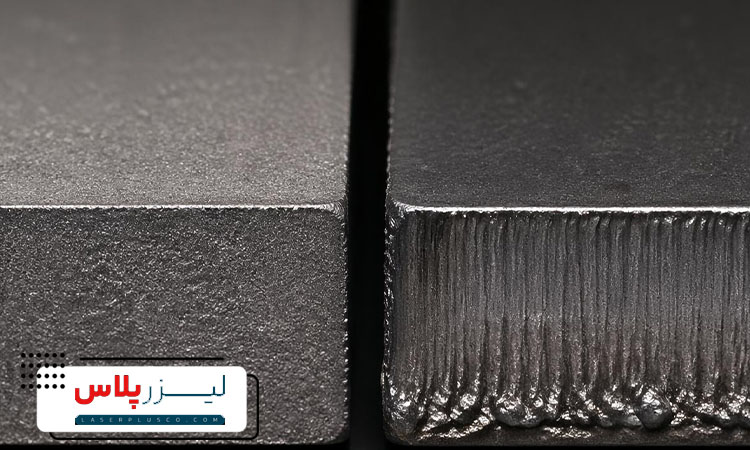
برش لیزر در تولید قطعات فلزی با تلرانسهای بسیار کم عملکرد فوقالعادهای دارد. عرض شیار بسیار باریک، کیفیت لبه بالا و قابلیت تولید اشکال پیچیده از مهمترین مزایای آن است.
واترجت نیز دقت بالایی دارد، اما در برخی ضخامتها ممکن است به دلیل پدیده Taper یا مخروطی شدن دیواره برش، اختلاف جزئی میان قسمت بالا و پایین قطعه ایجاد شود. البته دستگاههای پیشرفته واترجت تا حد زیادی این مشکل را برطرف کردهاند.
برای اغلب قطعات فلزی دقیق، برش لیزر همچنان انتخاب اول صنایع محسوب میشود.
تأثیر حرارت بر کیفیت قطعه
یکی از مهمترین تفاوتهای این دو فناوری، حضور یا عدم حضور حرارت است.
در برش لیزر، به دلیل استفاده از انرژی حرارتی، ناحیه کوچکی در اطراف برش تحت تأثیر گرما قرار میگیرد. البته در دستگاههای فایبر مدرن این ناحیه بسیار محدود است و معمولاً مشکلی برای اغلب کاربردهای صنعتی ایجاد نمیکند.
اما واترجت هیچ حرارتی تولید نمیکند. به همین دلیل برای متریالهایی که نسبت به گرما حساس هستند یا تغییر خواص مکانیکی آنها قابل قبول نیست، انتخاب بسیار مناسبی است.
محدودیتهای هر فناوری
هیچ فناوری برشی برای تمام پروژهها بهترین گزینه نیست.
برش لیزر در متریالهای بازتابنده خاص، برخی ضخامتهای بسیار بالا یا مواد غیرفلزی محدودیتهایی دارد.
از طرف دیگر، واترجت اگرچه تقریباً هر مادهای را برش میدهد، اما سرعت پایینتر، هزینه عملیاتی بیشتر و نیاز به نگهداری پیچیدهتر از نقاط ضعف آن محسوب میشود.
انتخاب صحیح زمانی اتفاق میافتد که ویژگیهای پروژه با تواناییهای هر فناوری تطبیق داده شود.
در چه پروژههایی برش لیزر انتخاب بهتری است؟
برش لیزر معمولاً بهترین گزینه برای شرایط زیر است:
تولید قطعات فلزی با تیراژ بالا
صنایع خودروسازی
تابلو برق
تجهیزات صنعتی
قطعات استیل
دکوراسیون فلزی
پروژههایی که سرعت تولید اهمیت دارد
زمانی که کیفیت لبه و دقت بالا مورد نیاز است
چه زمانی واترجت انتخاب مناسبتری است؟
واترجت در پروژههای زیر مزیت بیشتری دارد:
برش سنگ و سرامیک
شیشه
کامپوزیتها
آلیاژهای حساس به حرارت
تیتانیوم
قطعات هوافضا
مواد چندلایه
پروژههایی که نباید هیچ تغییر حرارتی در قطعه ایجاد شود
بیشتر بخوانید: چگونه برش لیزر ضایعات ورق فلزی را کاهش میدهد؟
مقایسه برش لیزر و واترجت
| معیار | برش لیزر | برش واترجت |
|---|---|---|
| سرعت برش | بسیار بالا | متوسط تا پایین |
| دقت | بسیار بالا | بسیار بالا |
| کیفیت لبه | عالی | عالی |
| ناحیه متاثر از حرارت | بسیار کم | ندارد |
| هزینه عملیاتی | پایینتر | بالاتر |
| مناسب برای تولید انبوه | ✔ | ✖ |
| مناسب برای مواد حساس به حرارت | محدود | ✔ |
| برش سنگ و شیشه | ✖ | ✔ |
| هزینه هر قطعه | اقتصادیتر | معمولاً بیشتر |
جمعبندی
اگر هدف، تولید سریع، اقتصادی و دقیق قطعات فلزی باشد، برش لیزر در اغلب پروژههای صنعتی بهترین انتخاب است. سرعت بالا، کیفیت مناسب، هزینه عملیاتی کمتر و امکان تولید انبوه باعث شده این فناوری به استاندارد بسیاری از صنایع تبدیل شود.
در مقابل، برش واترجت زمانی ارزش واقعی خود را نشان میدهد که قطعه نسبت به حرارت حساس باشد یا جنس آن از موادی باشد که برش آنها با لیزر دشوار است. بنابراین پاسخ این سؤال که «کدام بهتر است؟» به نوع پروژه بستگی دارد، اما برای اکثر قطعات فلزی رایج، برش لیزر از نظر هزینه، سرعت و بهرهوری، انتخاب اقتصادیتر و کارآمدتری خواهد بود.
سوالات متداول
- آیا برش واترجت از برش لیزر دقیقتر است؟ هر دو دقت بالایی دارند، اما برای اغلب قطعات فلزی صنعتی، برش لیزر به دلیل عرض شیار کمتر و کیفیت لبه بالاتر عملکرد بهتری ارائه میدهد.
- چرا هزینه برش واترجت معمولاً بیشتر است؟ مصرف ساینده، هزینه نگهداری تجهیزات فشار بالا، مصرف آب و سرعت پایینتر فرآیند از مهمترین دلایل افزایش هزینه واترجت هستند.
- برای تولید انبوه قطعات فلزی کدام روش مناسبتر است؟ در اکثر خطوط تولید صنعتی، برش لیزر به دلیل سرعت بالا، هزینه کمتر و کیفیت مناسب، گزینه بهتری برای تولید انبوه محسوب میشود.



بدون دیدگاه